|
如何決定設計檔密度範圍 (雷射製程)
|
|---|
|
導光板除了亮度、均勻度需要達到要求外,還有一個關鍵就是是否會有紋路產生。以雷射製程為例,會影響具有紋路與否的因素來自於導光板模組的組成及雷射雕刻線的間距。導光板的組成係指會加入幾層擴散片、是否使用菱鏡片等導光板的外在因素。而雷射雕刻線間距則是影響是否有紋路的內在因素,當線間距太大、超出擴散膜及菱鏡片可以散射光線的程度時,便會有紋路產生。因此在從事雷射製程導光板前,必須先確認最大可容忍的雷射雕刻線間距是多少。
|
|
如何確認最大可容忍線間距?
|
|
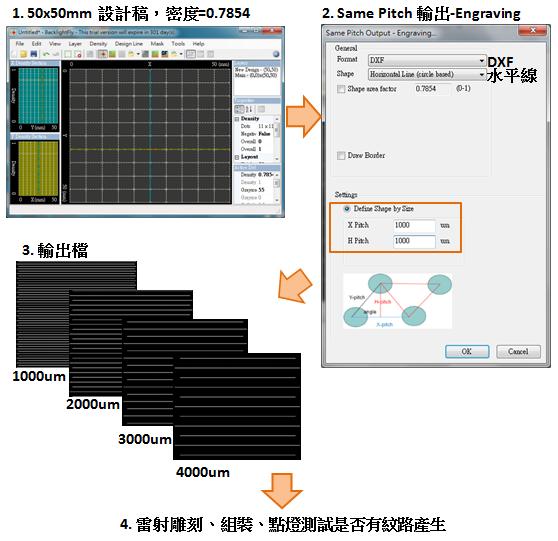
1. 建立密度為0.7854單一密度的設計檔(50x50mm): 輸出結果將為一直線
|
|
2. 使用 Same Pitch 輸出-Engraving : 選擇 DXF 格式、水平線,輸出一系列不同的X/H Pitch結果 (1000/2000/3000/4000um)
|
|
3. 將此系列輸出刻在一壓克力板上,並組裝完成 (加上光源、反射片、擴散片、菱鏡片...)
|
|
4. 點燈確認各個條件是否會有紋路產生
|
 |
|
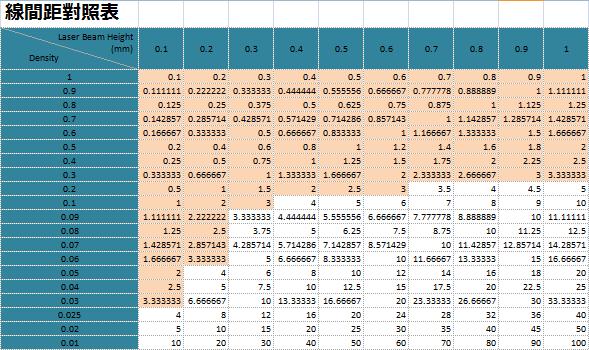
經由上述測試,確認最大容忍線距後,便可根據密度對照表,找出適用的設計密度範圍。
|
|
以線雕刻輸出為例,測試後,確認最大可容忍間距為3mm/3000um,預計使用的製程方式為雷射線切割(Line Output)。對於雷射線切割還需事先測量雷射實際雕刻的線寬(Laser Beam Height),若為200um,對照表格後 (表格中數字表示在特定線寬、特定密度下會有的線間距),則可用於設計的範圍為0.07~1。在此密度範圍下設計,您的導光板將不會有紋路產生。而亮度及均勻度則需根據測試結果在進一步做密度調整。
|
|
|
若您預計是刻出虛線圖形,對照表請參考 Same Size 輸出及 Same Pitch 輸出的相關表格。
|
針對 Same Size 輸出, 您可選擇 Same Size 輸出 - Engraving 選項並選擇 DXF 格式。在決定要刻的線長度後,您便可根據表格找出適合的設計密度範圍。例如,您想做出水平刻紋為 2mm 的導光板,而測試後的間距極限為 3mm。根據表格,在水平方向,當密度為 0.1 及 0.2 時,間距分別為 3605um 及 1963um (Table I)。而在垂直方向,當密度為 0.4 時,間距為 2802um (Tabble II)。綜合以上資訊,則您可運用的密度範圍則為 0.4~0.7854.
|
至於 Same Pitch 輸出,選擇 Same Pitch 輸出 - Engraving 並選擇 DXF 格式。基本上,pitch 的設定便決定的線間的間距。所以如果您的間距極線為 3mm,那麼只要將 Pitch 設定值設定 <3000um 即可。
|
|
密度對照表:下載
|
|
|